


Phased Array Ultrasonic Inspection Technology for BOSS Weld Overlaying Repair in Nuclear Power Plant
-
摘要: 核电厂反应堆换料水池与乏燃料水池冷却和处理系统(PTR)及设备循环冷却系统(RRI)中含有大量管座接头(BOSS)焊缝,其安全性和可靠性直接影响所存储核燃料的安全状态,对其进行缺陷排查和在线修复是核电厂在役检查监督的重点和难点。本文针对BOSS焊缝在线堆焊修复的特殊要求和检验难点以及射线检验的局限性,设计了一套专用的相控阵超声探头和检验工艺,试验验证结果满足堆焊修复要求,并制订了核电厂BOSS焊缝堆焊修复无损检验的方法和在役检查监督的策略。
-
关键词:
- 换料水池与乏燃料水池冷却和处理系统(PTR)及设备循环冷却系统(RRI) /
- 相控阵 /
- 管座接头(BOSS)焊缝 /
- 堆焊修复
Abstract: Nuclear power plant reactor refueling pool and spent fuel pool cooling and treatment system (PTR) and equipment circulating cooling system (RRI) contain a large number of BOSS welds, whose safety and reliability directly affect the safety status of stored nuclear fuel. Defect troubleshooting and on-line repair are the key points and difficulties of in-service inspection and supervision of nuclear power plants. In this paper, a set of special phased array ultrasonic probe and inspection process are designed to meet the special requirements and inspection difficulties of online overlaying repair of BOSS weld and the limitations of radiographic inspection. The test results meet the requirements of overlaying repair, and the nondestructive inspection methods and in-service inspection and supervision strategies for BOSS weld overlaying repair in nuclear power plants are formulated.-
Key words:
- PTR/RRI /
- Phased array /
- BOSS weld /
- Overlaying repair
-
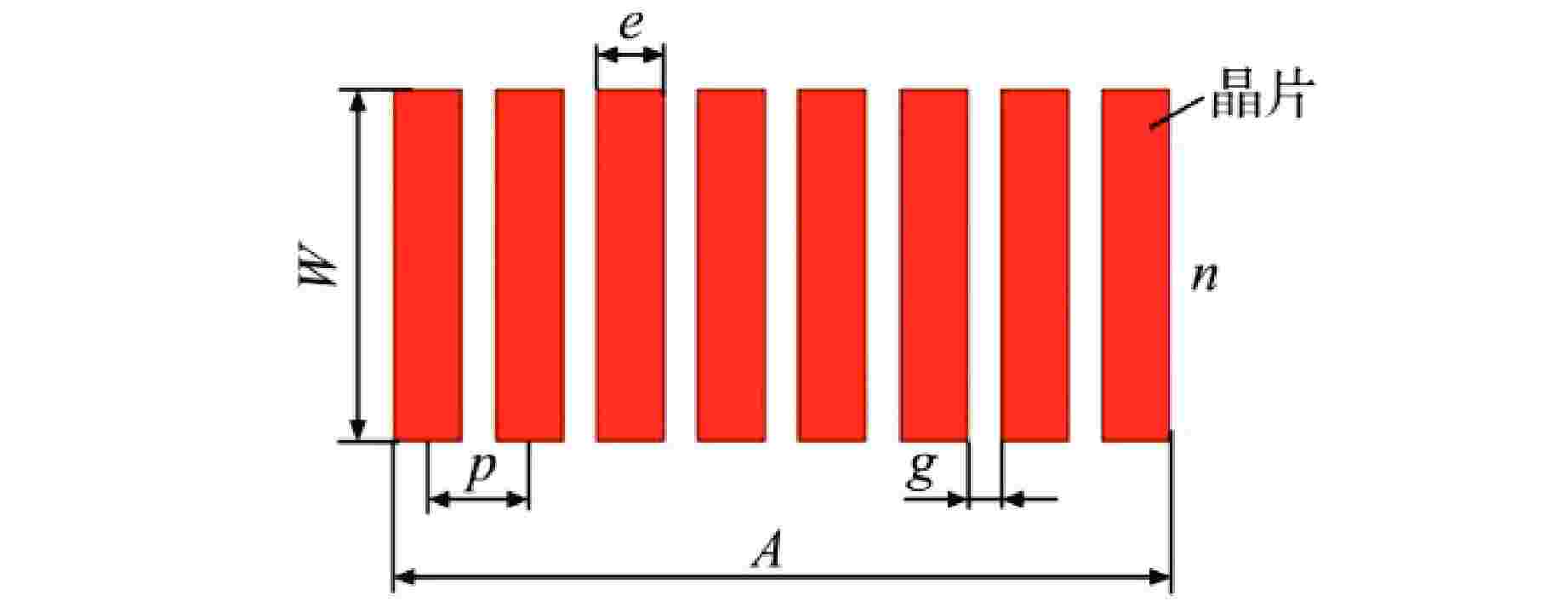
图 3 相控阵探头基本参数示意图
Figure 3. Schematic Diagram of Basic Parameters of Phased Array Probe
表 1 相控阵探头参数
Table 1. Parameters of Phased Array Probe
序号 探头
类型f/
MHz主轴孔径×
次轴孔径n 楔块
形状检验区域 1 线性
阵列7.5 10.1 mm×10 mm 32 曲面楔块 焊缝和
热影响区2 线性
阵列7.5 4.9 mm×5.0 mm 16 定制凸型 焊缝和
堆焊层 下载: 导出CSV
下载: 导出CSV
表 2 检验结果统计
Table 2. Test Result Statistics
缺陷
类型原始焊缝 堆焊层 合计 缺陷数量 检出率/% 缺陷数量 检出率/% 缺陷总量 检出率/% 未熔合 17 100 2 100 19 100 夹渣 4 100 6 83.3 10 90 气孔 3 100 5 80 8 87.5 合计 24 100 13 84.6 37 91.6
下载: 导出CSV
表 3 无损检验要求和在役检查监督策略
Table 3. Nondestructive Testing Requirements and In-Service Inspection Supervision Strategies
检验类别 RCC-M要求
(制造阶段)[6]RSE-M要求
(在役监督)[7]在役监督补充要求(堆焊修复后) 检验方法 验收标准 检验方法 验收标准 监督策略 检验方法 验收标准 补充监督策略 渗透 √② MC4000 S7734.1 × / / / √ MC4000 S7734.1 / 目视 ×③ /④ / √ A4270 S7462 每间隔10 a
如无问题,则可以取消,
否则要加强√ MC7100 S7462 修复后第1次、第2次换料大
修。如无异常,则改为每间隔
10 a,否则要加强射线① × / / √ A4230 S7734.3 / √ MC3000 S7734.3 修复后第1次、第2次换料大
修及第10年
如无异常,则可取消,否则
要加强超声 × / / × / / / √ MC2600
MC2700S7714.4 注:①规范不要求强制射线检验,此射线检验为国内电厂通用的“非标射线”检验;②“√”表示需要检验;③“×”表示不需要检验;④“/”表示无相关要求
下载: 导出CSV
-
[1] 王闯,熊冬庆,徐广震,等. CPR1000核电厂乏燃料水池冷却问题分析[J]. 核动力工程,2014, 35(4): 90-93. [2] 耿璞,凌礼恭. 核电厂核级管道与支管管座焊缝质量问题的探讨[J]. 核安全,2019, 18(6): 49-55. [3] 宁元林,姚士佳,王中良. 宁德核电厂PTR系统设计改进方案[J]. 中国核电,2012, 5(1): 5-9. [4] 梁信镇,程超,陈丽萍. 核电厂RCC-M级BOSS头接管焊缝质量改进研究[J]. 大亚湾核电,2020, 4: 29-30. [5] 熊志亮. 核电厂BOSS头焊缝缺陷处理及质量改进[J]. 电焊机,2019, 49(4): 86-90. [6] 法国核岛设备设计、建造及在役检查规则协会(AFCEN). 压水堆核岛机械设备设计和建造规则: RCC-M[S]. 2000版和附录. 法国: 法国电力公司(EDF), 2002. [7] 法国核岛设备设计、建造及在役检查规则协会(AFCEN). 压水堆核电厂核岛机械设备在役检查规则: RSE-M[S]. 1997年版和2000年补遗. 法国: 法国电力公司(EDF), 2000. [8] 李予卫. 核电厂管道BOSS焊缝射线检测工艺研究和验证[J]. 电焊机,2019, 49(4): 26-31. [9] 刘飞. 超声相控阵焊缝缺陷检测中聚焦参数研究[D]. 南昌: 南昌航空大学, 2015: 25-26. [10] 周立鹏,何飞,李振华,等. 超声探头在马鞍型曲面检测时的耦合处理[J]. 无损探伤,2017, 41(5): 23-28. -

 下载:
下载:





计量
- 文章访问数: 341
- HTML全文浏览量: 136
- PDF下载量: 40
- 被引次数: 0
