


Development of Automatic Inspection Device for Appearance of Spacer Grid
-
摘要: 针对目前国内定位格架的外观检查一直采用人工目视检查的方式、检测效率低、易导致检验人员视觉疲劳、甚至有发生误检和漏检的风险的问题,通过采用光电、图像采集、软件处理技术,研制了一套定位格架外观自动检测装置,实现了对定位格架外观检测项目的自动检测;提高了定位格架的检测水平、检测效率,尽可能地避免了人工漏检的情况,进一步减少了堆内核燃料组件运行的风险。检测精度达到了设计目标,现已成功应用于定位格架的外观检测中,运行情况良好。Abstract: At present, the appearance inspection of spacer grid in China has always been manual visual inspection, which is low in inspection efficiency, easily leads to visual fatigue of inspectors, and even has the risk of false inspection and missed inspection. A set of automatic inspection device for the appearance of spacer grid is developed by using photoelectric, image acquisition and software processing technology, which realizes the automatic inspection of the appearance inspection items of spacer grid; improves the inspection level and efficiency of spacer grid, avoids the manual missed inspection as much as possible, and further reduces the risk of the operation of the reactor core fuel assembly. The inspection accuracy has reached the design goal. It has been successfully applied to the appearance inspection of spacer grid, running in good condition.
-
Key words:
- Spacer gird /
- Appearance inspection device /
- Missed inspection /
- False inspection
-
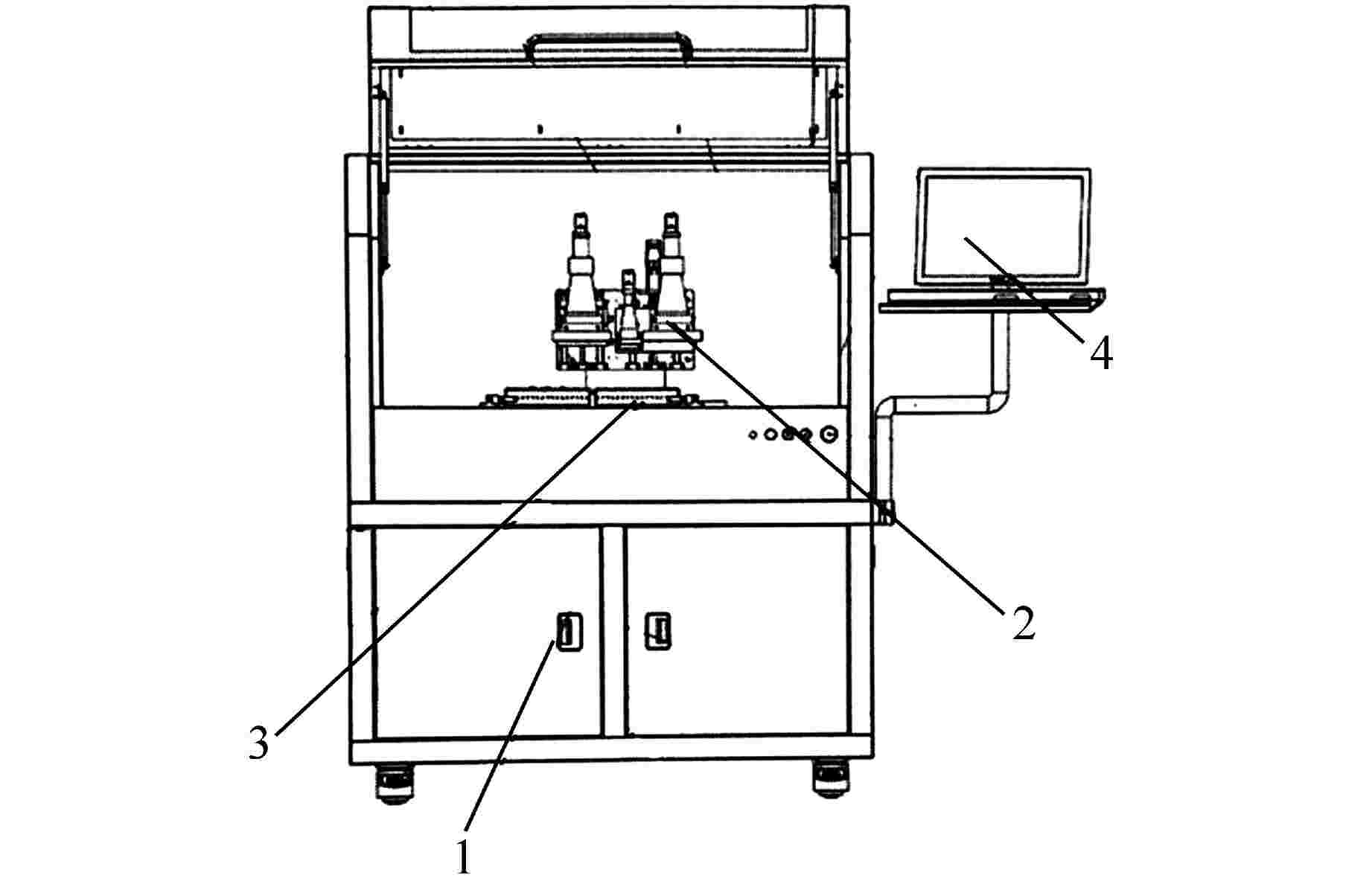
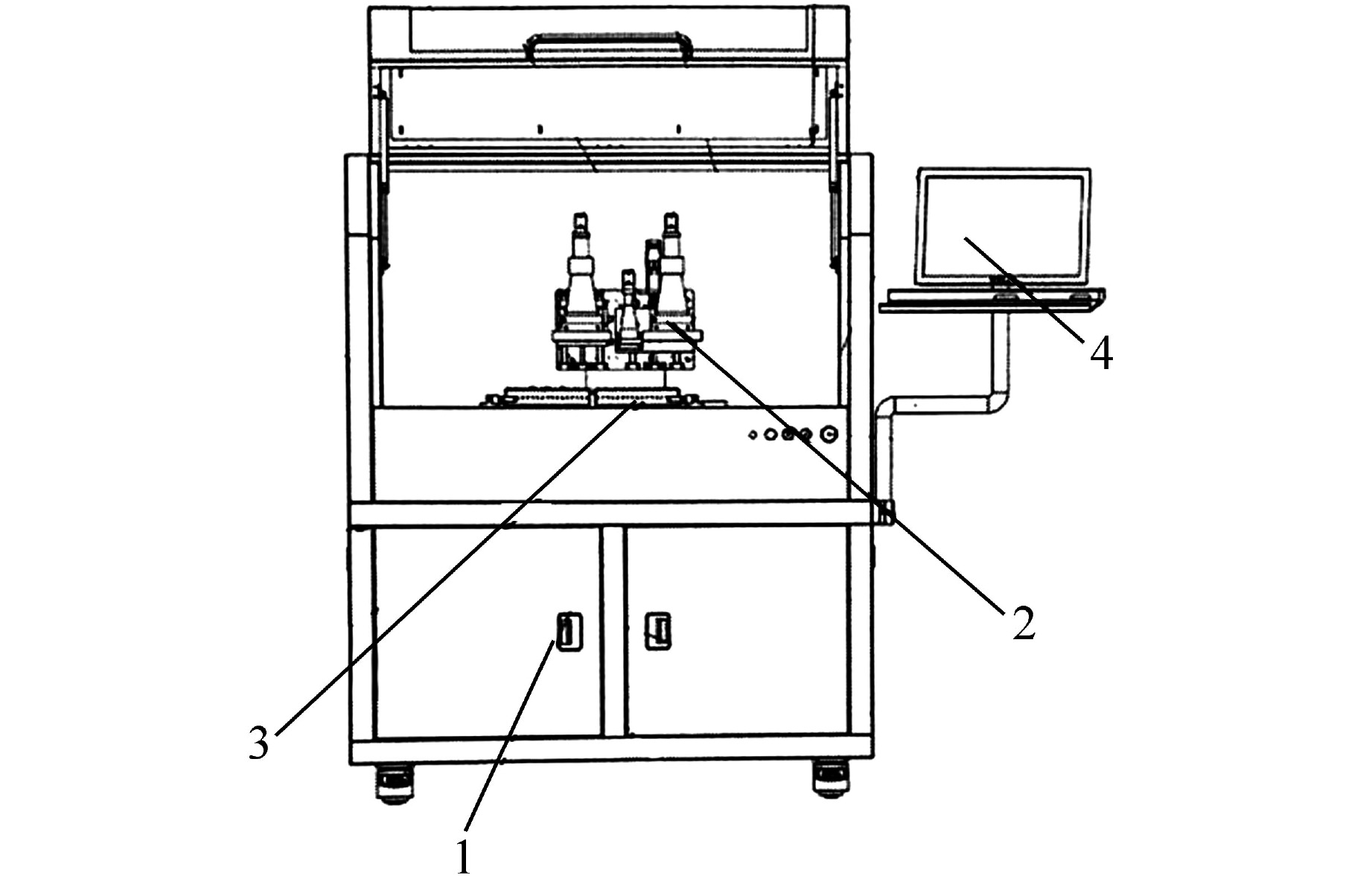
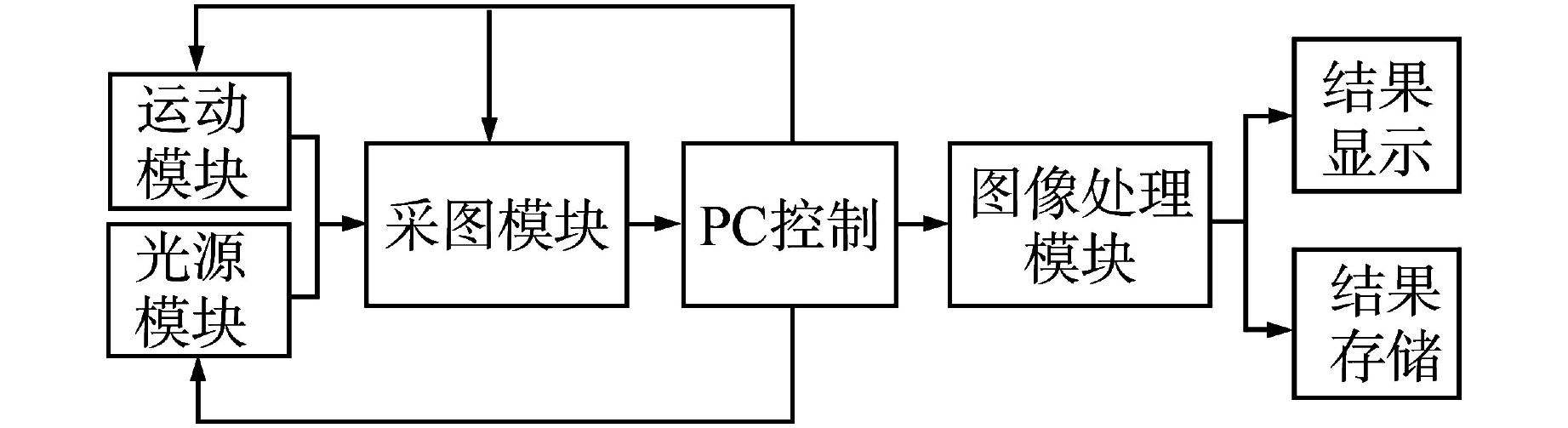
图 3 外观检测装置结构示意图
1—控制柜;2—光学系统;3—检测平台;4—软件系统
Figure 3. Structure Diagram of Appearance Inspection Device
表 1 系统不确定度
Table 1. System Uncertainty
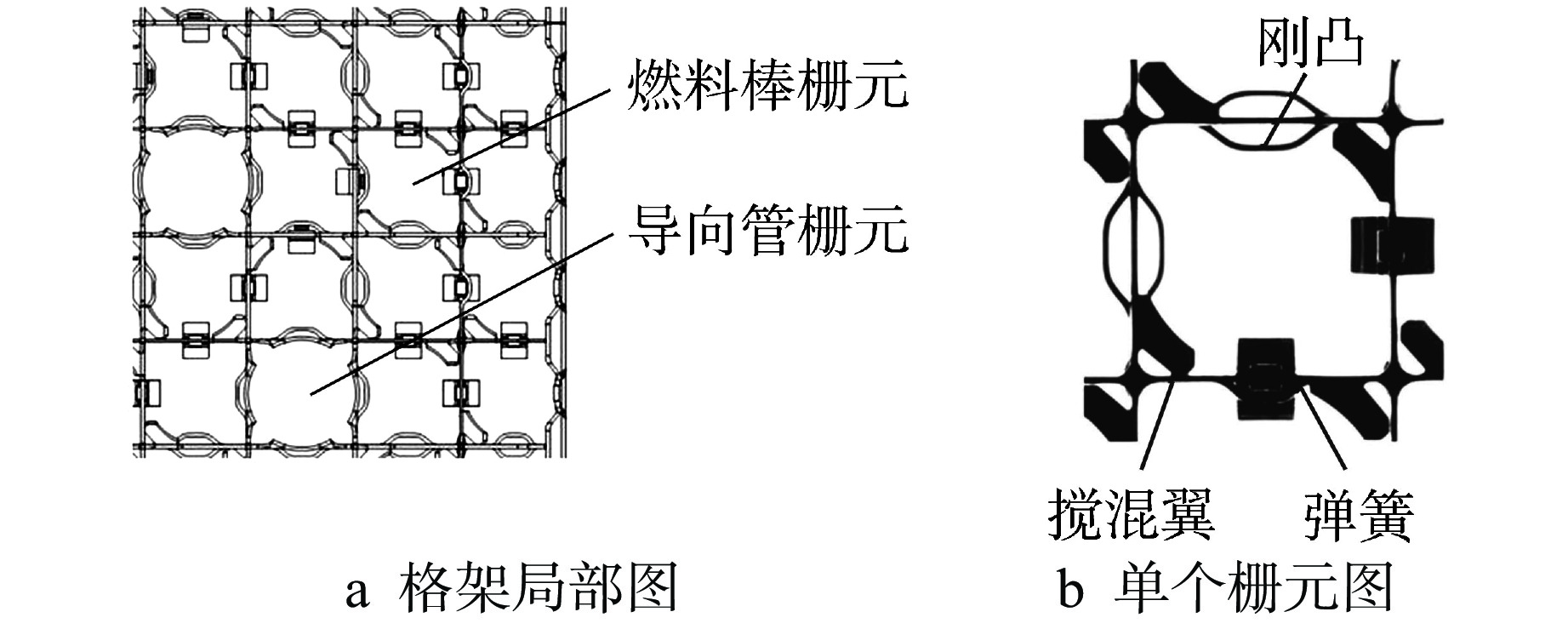
焊舌
朝向准确性 重复性 再现性 实际精度 设计精度 朝上 0.0178 5×10−6 0.0002 0.0373 ≤0.05 朝下 0.0237 7×10−6 7×10−5 0.0325 ≤0.05  下载: 导出CSV
下载: 导出CSV
表 2 漏检率、误检率
Table 2. Probability of Missed and False Inspection
检验方位 缺陷类型 条带飞溅 刚凸飞溅 弹簧飞溅 技术要求 漏检率/% 误检率/% 漏检率/% 误检率/% 漏检率/% 误检率/% 漏检率/% 误检率/% P11 0 10.6 0 10.6 0 10.5 0 ≤15 P12 0 10.5 0 10.7 0 10.7 0 ≤15 P13 0 10.7 0 10.6 0 10.2 0 ≤15 P14 0 10.4 0 10.5 0 10.1 0 ≤15 P11 0 9.7 0 10.1 0 10.7 0 ≤15 P21 0 9.8 0 9.8 0 10.3 0 ≤15 P31 0 9.4 0 9.5 0 10.8 0 ≤15 P41 0 9.4 0 9.8 0 10.4 0 ≤15 检验方位 缺陷类型 焊点漏焊 焊点虚焊 焊点焊偏 技术要求 漏检率/% 误检率/% 漏检率/% 误检率/% 漏检率/% 误检率/% 漏检率/% 误检率/% P11 0 10.2 0 10.8 0 10.7 0 ≤15 P12 0 10.1 0 10.5 0 10.6 0 ≤15 P13 0 10.2 0 10.6 0 10.3 0 ≤15 P14 0 10.6 0 10.7 0 10.8 0 ≤15 P11 0 10.5 0 10.9 0 10.1 0 ≤15 P21 0 10.8 0 10.2 0 10.5 0 ≤15 P31 0 10.9 0 10.5 0 10.9 0 ≤15 P41 0 10.9 0 10.8 0 10.7 0 ≤15
下载: 导出CSV
-
[1] 段峰,王耀南,雷晓峰,等. 机器视觉技术及其应用综述[J]. 自动化博览,2002, 19(3): 59-61. doi: 10.3969/j.issn.1003-0492.2002.03.020 [2] 梁吉,蒋式勤,沈立纬. 视觉检测系统及其应用[J]. 微计算机信息(测控自动化),2003, 19(12): 44-45,18. [3] 宋宇航,王仲,付鲁华,等. 钢球表面质量视觉检测仪照明系统优化[J]. 光电工程,2016, 43(11): 13-18. [4] 鞠波. 基于远心镜头的高精度视觉测量仪[J]. 兵工自动化,2014, 33(8): 82-86. doi: 10.7690/bgzdh.2014.08.023 [5] 石玗,聂晶,黄健康,等. 基于线光源焊缝加强高的视觉检测[J]. 兰州理工大学学报,2008, 34(6): 15-18. doi: 10.3969/j.issn.1673-5196.2008.06.004 [6] 段晖,罗永红. 计量检测中不确定度和误差的分析[J]. 计量与测试技术,2015, 42(5): 39-41. -

 点击查看大图
点击查看大图
图(4) / 表(2)
计量
- 文章访问数: 208
- HTML全文浏览量: 104
- PDF下载量: 26
- 被引次数: 0
